Ink jet printing is a widely accepted and relatively low-cost technique for the production of high-resolution images. Originally developed in the 1950s, ink jet printers started to become commercially available in the 1980's but were mainly used for rapid, low-resolution applications such as the production of labels. Advances in ink jet technology and pigment developments during the 1990's led to its acceptance for a wide range of applications. One major advantage of the technology is that the printing head does not have to come in contact with the receiving surface, allowing printing to be carried out on uneven surfaces. Ink jet printers are now available not only for home and office use but also for billboard advertising, poster production and even carpet manufacture.
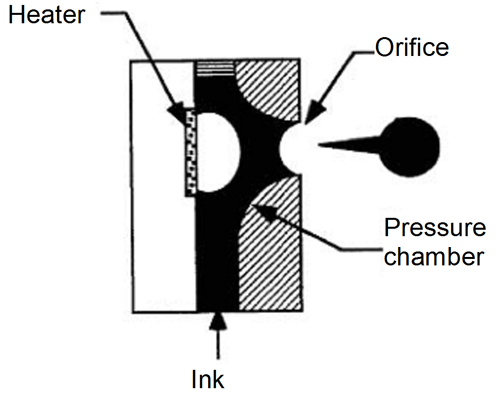
Most of the ink jet printers available for the home market use a drop-on-demand printing system where an array of miniature jets is used to fire single droplets of ink at the printing surface. The driving force for droplet delivery differs between different printer manufacturers. The thermal delivery system is the most common (figure 1). Delivery of the ink droplet in the thermal printer head occurs when the ink is heated to its boiling temperature by a small heating element. This causes the formation of a bubble, which forces the ink droplet out of an orifice (jet). The heating element then cools, collapsing the bubble and drawing ink in from a reservoir to replace the ink which was ejected from the printer head. Other methods of ink delivery include piezo ink-jets where a vibrating piezo-electric crystal is used to force the ink out of the nozzle.
|
The mode of operation of ink-jet devices works best when the ink is a mobile liquid. For this reason the inks developed for ink-jet printers are generally dye-based i.e. the color is obtained by dissolving organic dyes in an appropriate solvent. Dye-based inks allow high-resolution images to be obtained and yield the brightest colors. They are also very reliable, as the risk of jet-blockage during printing is extremely small. However, there are some disadvantages with dyes, most notably their poor lightfastness (exposure to U/V causes rapid color degradation) and their water solubility.
Pigmented inks are increasingly being used for ink-jet applications where durability and exposure to moisture are requirements. These inks use a solid, insoluble pigment to achieve color. During printing, the solid particles adhere to the surface of the receiving surface. Once the solvent has evaporated the pigment will not dissolve, causing the film to be waterproof. The pigment surface area is also smaller than for dye-based inks (dyes are a molecular dispersion), consequently the rate of degradation on exposure to U/V is much slower. However, when pigmented inks are used there is the added complication that the pigment particle size must be small (200nm or less). The presence of over-sized particles can lead to nozzle blockages, defect formation within the printed film and inconsistent color densities. It is therefore important that the pigment particle size is carefully controlled during production and that the effect of storage is also understood.
The Mastersizer uses the technique of laser diffraction to measure the size of particles in the range from 0.01 microns to 3500 microns. This is achieved without the need for changes to the optical system. The technique is therefore ideal for monitoring the size of pigment-based ink-jet inks during milling as the particle size of both the "primary" ink particles and any large agglomerates can be measured as part of the same measurement.
The production of ink-jet inks is a two-stage process. First, the pigment is dispersed in an appropriate mobile phase using a mechanical stirrer. This ensures that any lumps of pigment powder are dispersed. This "pre-mix" sample is then milled using a ball-mill in order to reduce the particle size and cause the break-up of any strongly bound aggregates.
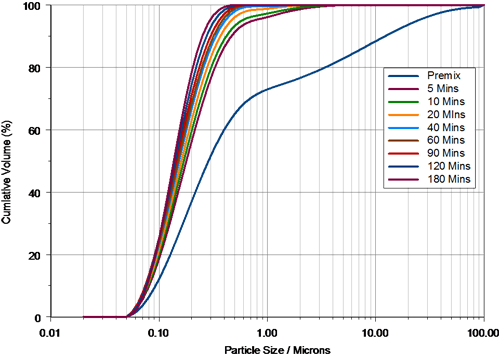
Figure 2 shows the particle size distributions reported by the Mastersizer during the milling of ink jet ink. The premix dispersion fed into the mill at the beginning of the mill run contained large aggregates. The Mastersizer was able to successfully track the break-up of these aggregates during milling. After 180 minutes, a narrow distribution was obtained, centered at around 137nm. At this particle size the risk of jet-blockage and defect formation during printing is minimized.
|
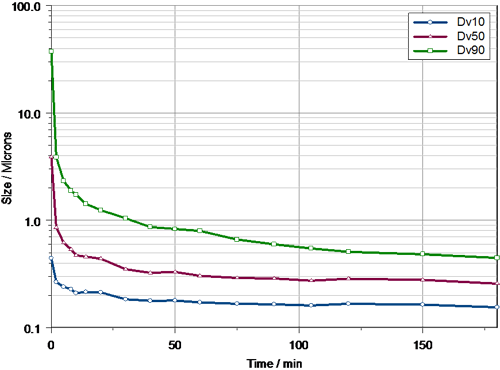
The milling process is perhaps more clearly illustrated in figure 3, which shows the change in the Dv10, Dv50 and Dv90 as a function of milling time. At the start of the milling process the particle size is large. The distribution width is also large, as given by the difference between the Dv10 and the Dv90. Initially, a rapid decrease in the particle size is observed - this corresponds to the break-up of loosely agglomerated material. Beyond this, the particle size decrease is much slower as any further size reduction requires the break-up of large, primary particles. This is evidenced by the fact that only the Dv90 changes significantly during the latter part of the milling process.
|
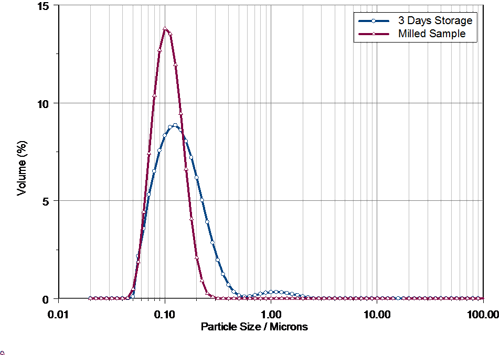
Once the ink dispersion is created it is important that it remains stable over long time periods. Figure 3 shows an example of the effect of storage on the particle size of an ink jet formulation. Here, the particle size of the product was measured after storage for 3 days. As can be seen, agglomeration occurred during storage, causing a broadening of the sub-micron mode and the formation of large particles above 1 micron in size. These large agglomerates would cause blockage of the ink-jet printer head during operation.
|
Particle size is an important factor in defining the functionality of ink-jet inks and correlates well with the likelihood of ink-jet printer head blocking and defect formation within the printed film. The Mastersizer has been shown to be successful in monitoring the dispersion and milling of ink jet inks. The large dynamic range available using the system allows for the detection of both primary particles and large, agglomerated material. This has enabled the entire milling process to be followed for the first time. The effect of storage time on the pigment particle size can also be understood.