동적 광산란(DLS)은 연속상 내에서 병진 확산 계수를 직접 측정하여 분산된 입도(특히 유체역학적 직경)를 측정하는 데 널리 사용되는 기술입니다. 다각도 동적 광산란(MADLS®)의 뛰어난 정확도와 분해능을 활용하여 Zetasizer Ultra를 사용하여 절대 입자 농도 분포를 측정할 수 있습니다. 이를 통해 사용자는 분산 내에 존재하는 각 입자 모집단의 농도를 빠르게 평가할 수 있습니다. 입자 농도 측정은 샘플에 의해 산란된 시간 평균 광자 계수율을 기록하여 크기 분포의 변환을 수행하여 존재하는 입자의 절대 수를 도출하는 방식으로 이루어집니다. 이 기술 노트에서는 입자 농도를 결정하는 데 사용되는 방법과 계산에 대해 설명합니다.
동적 광산란(DLS)은 연속상 내에서 병진 확산 계수를 직접 측정하여 분산된 입도(특히 유체역학적 직경)를 측정하는 데 널리 사용되는 기술입니다.
다각도 동적 광산란(MADLS®)의 뛰어난 정확도와 분해능을 활용하여 Zetasizer Ultra를 사용하여 절대 입자 농도 분포를 측정할 수 있습니다. 이를 통해 사용자는 분산 내에 존재하는 각 입자 모집단의 농도를 빠르게 평가할 수 있습니다. 입자 농도 측정은 샘플에 의해 산란된 시간 평균 광자 계수율을 기록하여 크기 분포의 변환을 수행하여 존재하는 입자의 절대 수를 도출하는 방식으로 이루어집니다. 재료와 분산제의 광학적 특성에 대한 지식이 필요합니다.
이 계산을 수행하는 방법은 아래에 자세히 설명되어 있습니다.
MADLS에서 생성된 크기 분포는 측정 가능한 크기 범위에 걸쳐 대수적으로 간격을 둔 이산 크기 클래스 배열을 적용하여 샘플 내의 입도 분포를 나타냅니다. 이러한 입도 분포의 예는 그림 1에 나와 있습니다. 각 입자는 산란하는 빛의 강도에 비례하는 양에 비례하여 결과에 영향을 줍니다. 산란 강도는 입도 d의 함수입니다. 따라서 기본 DLS 파생 입도 분포는 강도 가중 입도 분포 x(d)라고 부릅니다.
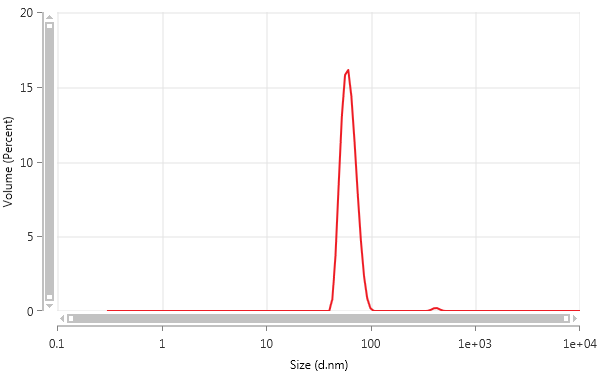
그림 1: 부피 가중 입도 분포
강도 가중 입도 분포는 절대 입자 농도 분포 ρ(d), 즉 방정식(1)에 따라 입자 크기별 단위 부피당 입자 수와 관련이 있습니다.

여기서 dCsca/dΩ(d)는 입자의 크기 의존적 미분 산란 단면, 즉 산란 각도의 함수로서 단위 고체 각도로 산란되는 광자의 비율 [1], Ipar은 입자 산란으로 인해 파생되는 광자 계수율, Itol은 기준 액체로 사용되는 톨루엔으로 산란되는 파생 광자 계수율, Rtol은 톨루엔의 Rayleigh 비율입니다. 미분 산란 단면은 Mie 이론을 사용하여 계산되며 재료 및 분산제 굴절률, 기기 레이저 파장 및 산란각 등에 대한 지식이 필요합니다. 대부분의 샘플 유형을 충족하고 계산을 단순화하기 위해 입자가 경구 모델에 따라 산란한다고 가정합니다. Rayleigh 비율은 톨루엔과 같은 물질의 경우 각도와 독립적인(등방성 산란) 단위 부피당 미분 산란 단면으로, 문헌에 기록되어 있습니다.
(1)의 왼쪽인 ρ(d).(dCsca)/dΩ(d)는 각 입도 등급에 의해 산란된 총 빛의 강도로 해석할 수 있습니다. 오른쪽에서도 마찬가지이지만, 대신 감지된 광자 계수율이 기기 감지 효율(톨루엔 기준 산란체의 단위 부피 총 산란 강도당 감지된 카운트 속도)로 정규화됩니다. Itol/Rtol.
입자 농도 측정 프로세스는 Zetasizer Ultra 내부에서 완전 자동화되어 있으며 다음과 같습니다.
미분 산란 단면 계산에 오류가 전파되는 것을 최소화하기 위해 재료의 크기를 가능한 정확하게 결정하는 것이 중요합니다. 분산제 점도 및 재료 광학적 특성에 대한 정밀한 지식을 통해 추가적인 오류를 최소화할 수 있습니다.
입자 농도 측정을 시연하기 위해 염화나트륨 수용액(10mM)에 직경 60nm의 폴리스티렌 구체를 분산시켜 Zetasizer Ultra를 위해 준비했습니다. 입자 농도는 이론적으로 스톡 질량 농도, 밀도, 희석 인자를 기반으로 계산되었습니다. 입자 농도 측정을 20회 반복하여 수행했습니다. 각 측정에는 약 3.5분이 소요되었습니다. 총 입자 농도는 8.13±0.68 x 1011입자 수/ml로 측정되었습니다. 결과는 표 1과 그림 2에 나와 있습니다.
| 총 입자 농도(입자 수/ml) | 불확실성(1σ)(입자 수/ml) | |
|---|---|---|
| 계산값
| 6.74 x 1011 | 1.02 x 1011 |
| 측정값 | 8.13 x 1011 | 0.68 x 1011 |
표 1: 입자 농도 계산값 및 측정값
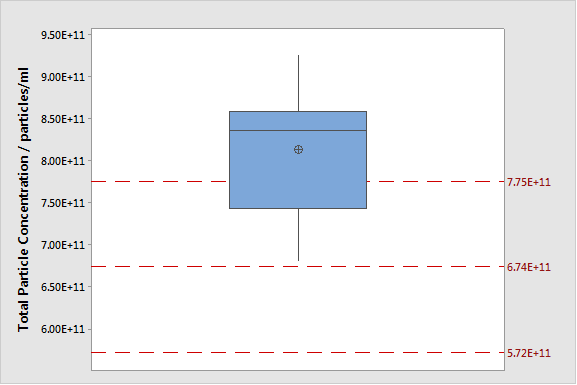
그림 2: 측정된 총 입자 농도의 박스 플롯. 예상 농도는 기준선(상한 및 하한 불확실성이 있는 평균)으로 표시됩니다.
Zetasizer Ultra에서 생성한 입자 농도 차트의 예는 그림 3에 나와 있습니다. 분포된 입자 농도 차트에서, 크기가 약 500nm이고 농도가 주 모집단보다 4~5배 작은 추가 모집단(일부 응집된 물질일 가능성이 있음)의 농도를 정량화할 수 있습니다. 누적 입자 농도 차트는 존재하는 총 입자의 수를 보여줍니다. 대형 미립자에 대한 동적 광산란의 기본 감도 때문에 이 기술은 단량체의 농도뿐만 아니라 매우 적은 수의 응집된 미립자의 농도를 평가할 수 있습니다. 부피 가중 입도 분포는 그림 1에 나와 있습니다.
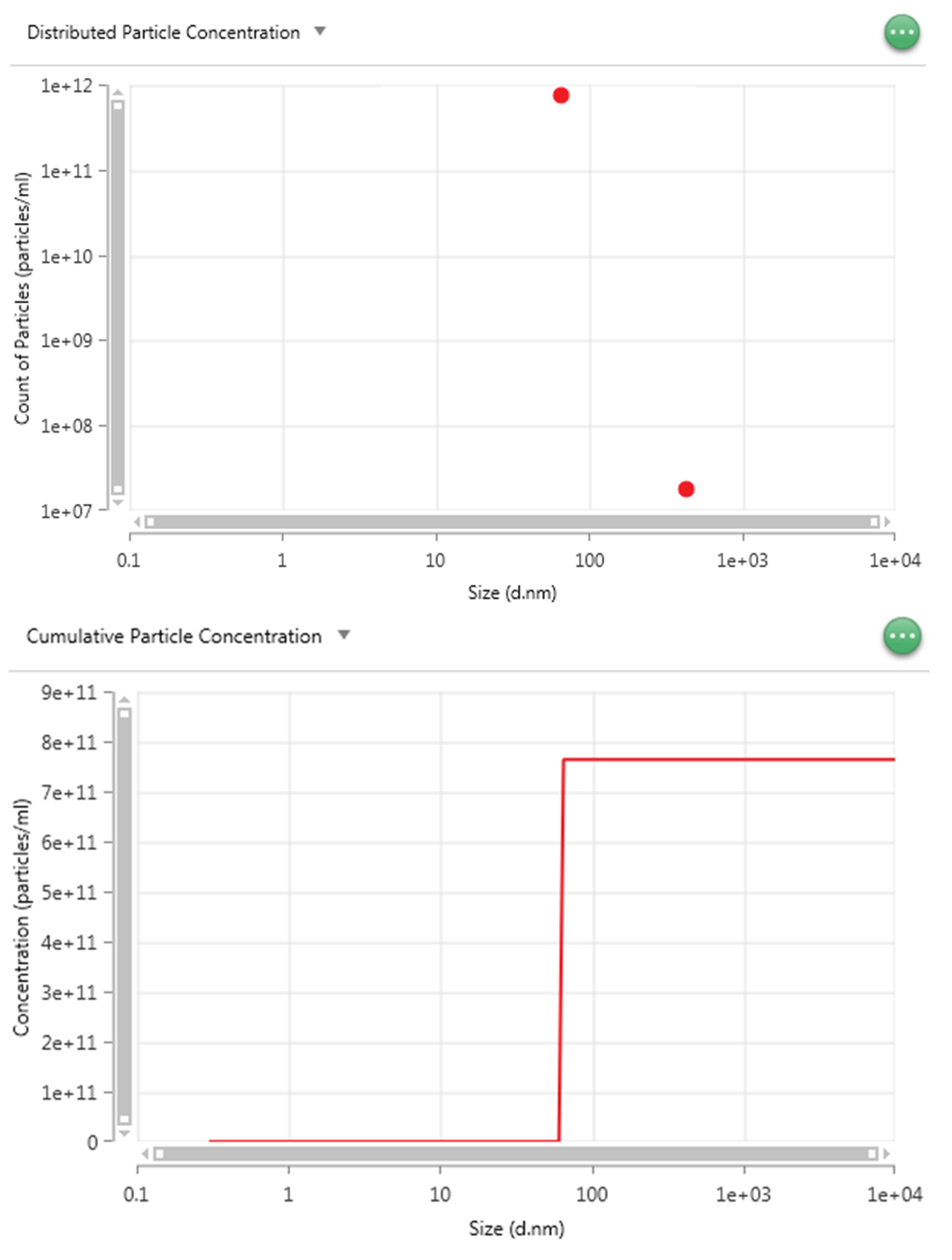
그림 3: 분포된 입자 농도 차트(위) 및 누적 입자 농도 차트(아래)
표준 샘플의 입자 농도가 측정되었고 그 결과가 이론적으로 계산된 값과 합리적으로 일치합니다. 정확도는 일반적으로 수십 퍼센트에 달하며, 짧은 측정 시간과 여러 샘플 유형을 측정할 수 있어 스크리닝 유형의 측정에 이상적인 기술입니다.
입도 오류로 인해 발생하는 불확실성으로 인해 단일 각도 DLS 측정보다 MADLS 입도 분포의 해상도와 정확도가 향상되어 농도 분포의 정확도가 높아집니다. 측정은 MADLS를 사용하기 때문에 각 측정 각도의 요구 사항을 충족해야 하므로 농도 범위가 제한됩니다. 예를 들어 탁한 샘플은 후방 산란에서만 가능한 NIBS 기술이 필요하기 때문에 적합하지 않습니다.
관심 있는 사용자를 위해 MADLS 입도 분포에서 입자 농도 분포를 검색하는 방법을 설명했습니다. 이 기술에는 유도된 계수율과 재료 및 분산제의 광학적 특성을 사용하여 강도 가중 입도 분포를 절대 농도 분포로 변환하는 작업이 포함됩니다. 액체 톨루엔은 절대 산란 강도에 대해 검출된 광자 계수율을 정규화하는 기준 산란체로 사용됩니다.
이 방법을 사용하면 총 농도뿐만 아니라 입자 농도 분포(샘플 내 각 크기 집단의 농도)가 생성됩니다. 이 측정은 짧은 측정 시간, 빠른 샘플 준비, 샘플 유형에 따른 유연성 등 DLS의 기본 장점을 그대로 유지합니다.
[1] C. F. Bohren and D. R. Huffman, 1983, Absorption and Scattering of Light by Small Particles, John Wiley & Sons, Inc.