




Simule los procesos industriales a escala de laboratorio para el desarrollo de productos, la mejora de la calidad y la innovación de procesos.
Nuestra experiencia en instrumentos y control garantiza resultados confiables y reproducibles en sistemas complejos.
¿Busca más información?
Para solicitar una cotización, más información o descargar un folleto, seleccione una de las opciones a continuación.
La mejora de la competitividad en la industria se marca claramente mediante el desarrollo de nuevos productos con características de alta calidad y un alto valor agregado. Las plantas piloto continuas y automáticas que pueden simular procesos industriales a nivel de laboratorio con una escalabilidad razonable son esenciales para buscar nuevos productos, mejorar la calidad de los existentes y desarrollar nuevos procesos.
El alto grado de complejidad de estos sistemas, su alta cantidad de variables operativas y la interrelación entre ellos requieren un estudio exhaustivo de la instrumentación y el control para obtener resultados representativos y reproducibles.
PID se integró a Micromeritics en el 2018, lo que integró sus tecnologías patentadas, como las plantas piloto, en la cartera. En el 2025, Micromeritics y PID se unieron a Malvern Panalytical, lo que incorporó estos instrumentos excepcionales a las soluciones de caracterización de materiales de los grupos.

Debido al interés renovado en formas innovadoras de convertir las reservas de combustible existentes con tecnologías mejoradas, como la gasificación y la pirólisis, PID Eng&Tech ha trabajado en colaboración con investigadores importantes en el campo de los biocombustibles para desarrollar la planta piloto más versátil existente en el mercado. Su versatilidad y automatización completa permiten la determinación de las condiciones experimentales óptimas y la detección de posibles problemas operacionales en los reactores industriales de gasificación o pirólisis.
Puede elegir el procesamiento de hasta 2 kg/h de sólidos para los procesos de gasificación y pirólisis, o un procesamiento a menor escala de hasta 200 g/h.

Sistema continuo y no fluctuante para la alimentación de sólidos como biomasa, plásticos, etc., de manera constante y reproducible.
El reactor se divide en la zona del reactor y en la zona de superficie libre. Temperatura de funcionamiento homogénea de hasta 650-850 °C para pirólisis y gasificación, respectivamente. Horno radiante (hasta 1000 °C) con tres zonas de calentamiento para mejorar el perfil de temperatura. Disposición para la determinación de la velocidad de fluidización.
Bomba de alta precisión (hasta 25 ml/min) para alimentación de líquido. Líneas calefaccionadas o disposición de refrigeración, según las propiedades del líquido.
μGC está integrada en la planta, lo que permite el análisis de muestras de gas en línea y cálculos de equilibrio de masa.
Para la combustión de los contaminantes restantes del flujo de gas del producto.
Los flujos gaseosos (aire, O2, vapor, N2) se precalientan hasta 400 °C. Se incluye una instalación completa para la generación de vapor.
Un sistema de intercambiador de carcasa y tubo SS316, varios recipientes y filtros de coalescencia permite el enfriamiento de los gases calientes y una manera de obtener alquitrán y bioaceite de manera eficiente. A pedido, implementación con temperatura controlada para obtener bioaceite fraccionado.
Tren de muestreo modular basado en trampas frías donde se recolecta el alquitrán (compuestos orgánicos de alto peso molecular) con la ayuda de solventes.
Para la retención de contaminantes antes de ventilar el flujo de gas del producto.
El flujo de gas de escape se puede alimentar nuevamente en la planta piloto a presión atmosférica a través de un controlador de flujo de masa térmica o se puede comprimir para introducirlo en otros equipos.
Se conectan en serie dos ciclones calentados, y se utiliza un filtro de alta temperatura para eliminar las partículas sólidas del flujo de gas, lo que reduce el contenido de cenizas en el producto final.
Recomendado para la pirólisis, el precipitador electrostático se diseñó para la separación del aceite de nebulización. Permite la recolección de partículas líquidas que no se pueden obtener por condensación.
Relleno sólido sin afectar la presión operativa de la planta para aumentar el tiempo del experimento.
Para la medición de la cantidad de gas producida. Incluye corrección de temperatura y presión.
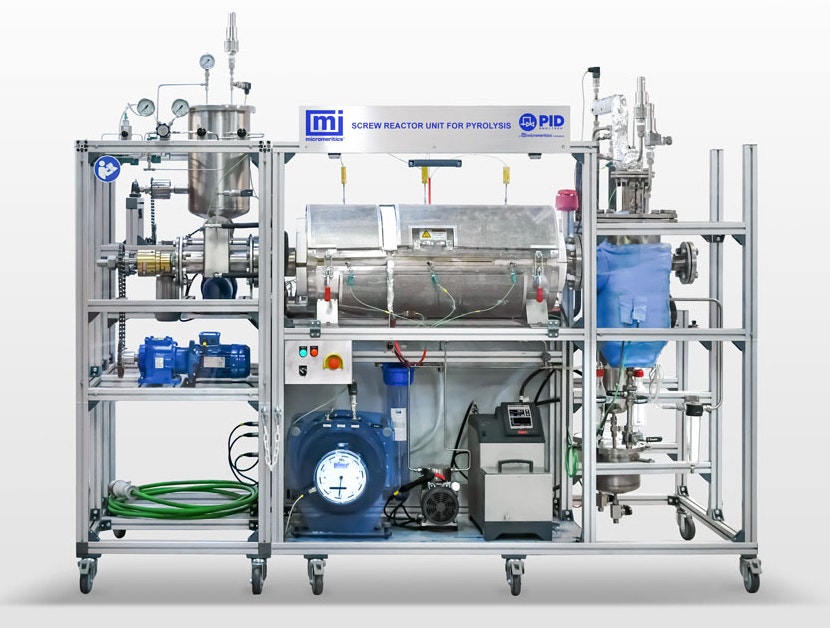
La unidad de reactor de tornillo permite obtener un sólido de valor agregado de los desechos mediante un proceso de pirólisis lenta. Puede tratar diferentes tipos de materia prima en un amplio rango de condiciones de temperatura.
La unidad consta de un reactor tubular horizontal accionado por tornillo SS310 alojado en un horno de varias zonas, lo que permite la operación con graduaciones de temperatura en toda la longitud del reactor. El tiempo de residencia en el reactor puede fijarse desde unos minutos hasta horas.
Gracias a un sistema de tornillo de dosificación independiente, la tasa de alimentación se puede modificar independientemente del tiempo de residencia. En la salida del reactor, el producto sólido se recolecta en un recipiente, mientras que el gas obtenido sale del recipiente a través de la parte superior, donde se fija un elemento de filtración para evitar que se extraigan las partículas finas.
Por último, los vapores se condensan para obtener líquido, y el producto de gas se mide en un medidor de gas húmedo. Se utiliza una bomba de vacío para evitar que se produzcan tapones en el reactor y mantener constante la presión en el sistema.

La unidad de prueba de microactividad (MAT, del inglés "Microactivity Test Unit") es un reactor de laboratorio computarizado, controlado y totalmente automático para el análisis del craqueo catalítico líquido (FCC, del inglés "Fluid Catalytic Cracking"), que se utiliza como aceite de petróleo para materia prima o fuentes renovables, como bioaceite.
Características clave
Modos de funcionamiento versátiles
Con un excelente control de la temperatura de reacción y el uso de una bomba de jeringa precisa para la alimentación de gasóleo, incluso durante un tiempo de reacción muy corto, esta unidad lleva a cabo la reacción y regeneración in situ y etapas consecutivas, incluida la cuantificación de coque.
Los cuatro productos líquidos obtenidos se recolectan en un receptor enfriado hasta el final de los experimentos, mientras que los gases se pueden analizar en línea en un cromatógrafo de gases.

Esta planta piloto automática y computarizada se basa en un reactor de tanque mezclado para la operación en modo continuo, por lotes o por semilotes. La planta cuenta con certificación de alta presión de acuerdo con los reglamentos actuales, y los clientes pueden diseñar su propia planta piloto mediante el uso de tantas opciones como sea necesario.

Unidad calculada y completamente automatizada basada en un reactor fotocatalítico con uno/dos puertos de visión, con capacidad para trabajar a alta presión y temperatura.

Nuestro equipo de ingeniería se especializa en el diseño y la construcción de plantas piloto personalizadas.
Nuestro principal objetivo es la satisfacción del cliente, que logramos colaborando estrechamente con nuestros clientes para transformar las ideas de procesos en equipos de I+D.

A través de la utilización de componentes modulares prediseñados, reducimos significativamente dos factores fundamentales del proyecto:
Además, incorporamos los últimos avances en la tecnología de control de proceso para garantizar una eficiencia óptima.

| Opciones | Una muestra de nuestras diferentes plantas piloto a escala de laboratorio:
|
|---|
| Título | Versión | Fecha | Descargar |
|---|---|---|---|
| {{ row.title }} | {{ row.softwareVersion }} | {{ row.date }} | Descargar |
Lo sentimos, no hay manuales disponibles para este producto
| Título | Versión | Fecha | Descargar |
|---|---|---|---|
| {{ row.title }} | {{ row.softwareVersion }} | {{ row.date }} | Descargar |
Lo sentimos, no hay descargas de software disponibles para este producto

Personalice sus simulaciones de procesos industriales para realizar análisis complejos a escala de laboratorio. Resultados confiables, reproducibles y adaptados a usted.