Understanding the behavior of dry powders is important in many applications, whether it relates to the fundamental properties of the particles, their flowability for processing, or the ability to target the deposition of a material.
In order to characterize these materials accurately, it is essential for a dry powder disperser to be able to control the aerodynamic dispersion of a wide range of materials; from friable to robust materials and from free-flowing to extremely cohesive materials.
The inter-particle forces that bind particles together include van der Waals forces, electrostatics and liquid bridges. Furthermore, as particles become finer the relative strength of these forces increase and therefore smaller particles are much more of a challenge to disperse.
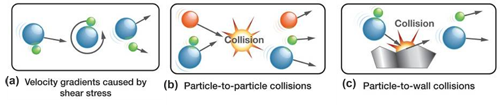
There are three main mechanisms available to overcome these inter-particle forces and disperse dry powders. These mechanisms, in increasing order of aggression, are illustrated in Figure 3 (a) velocity gradients caused by shear stress, (b) particle to particle collisions and (c) particle to wall collisions. The importance of each of these mechanisms to a particular disperser will depend on the geometry, flow rate (or pressure drop) and material type. For any sample dry powder dispersion is a fine balance between effective dispersion and the risk of breaking the primary particles, associated with the more aggressive dispersion mechanisms.
The Aero S dry powder disperser unit has a modular design which allows the configuration of the dispersion unit to be optimized for different materials. This optimization relates to both the flow of materials with different tray designs and an adjustable hopper in order to control the sample feed (Figure 2), as well as a range of venturis suitable for dispersing fragile, robust and cohesive materials. All of these modular components are automatically recognized by the software so the set up for each sample is always recorded and can be locked into a standard operating procedure (SOP).
The modular design of the Aero S allows venturis with different geometries to be used in order to make use of the different mechanisms available for dry powder dispersion.
The disperser designs were selected by evaluating the performance of several different geometries on a range of materials with different bulk powder properties. The bulk powder properties were assessed by shear testing and the material were then classified as being between not flowing, through very cohesive and cohesive to free flowing.

|

|
|
The dispersion efficiency achieved for a particular material is evaluated by comparing measurements of the dry dispersion to a well dispersed wet reference result. Wet results are considered to be the reference method as generally a higher energy is available for dispersion (due to the addition of surfactants, additives and ultrasound) without the aggression of the dry mechanisms. The degree of overlap between the two particle size distributions is defined as the dispersion efficiency, 100% being complete agreement and perfect dispersion. The two disperser designs which showed the highest dispersion efficiency over the range of materials were then developed for use with the Aero S. The fundamental study of dry powder dispersion is described in more detail in a separate article [1].
The two disperser geometries that can be used with the Aero S are a standard venturi and a high energy venturi.
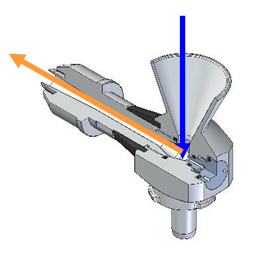
The standard venturi provides effective dispersion without using the more aggressive dispersion mechanisms. It has no impaction surfaces and therefore uses velocity gradients and particle to particle collisions to disperse the particles. Figure 4 (a) shows a schematic of the standard venturi and the path taken by the particles. The sample drops down from the sample tray into the funnel and the compressed air used to disperse the particles enters at right angles. The particles are then accelerated through the venturi and the dispersed sample passes directly through the measurement zone. The lack of an impaction surface makes this venturi particularly suited to dispersing fragile samples.
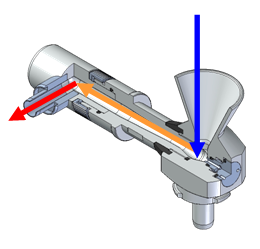
In the high energy venturi the particle are entrained into the airflow, and accelerated in the same way as the standard venturi. The particles then flow through a 90degree bend creating an impaction zone. This impaction zone provides high energy dispersion by particle to wall collisions and is suitable for very cohesive and robust particles.
|
|
The ability to choose between a standard venturi using mainly shear forces and a high energy venturi using impaction increases the range of materials for which dry dispersion is suitable.
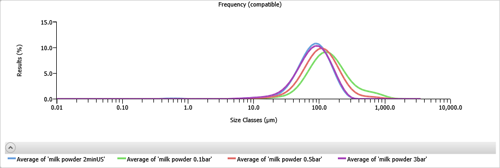
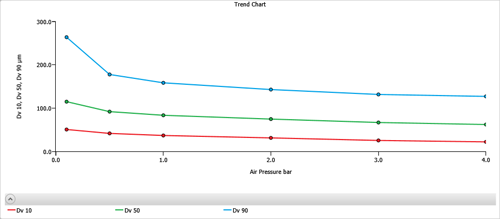
The degree of dispersion achieved by any venturi is dependent on the air pressure used. Hence, to assess the dispersion of a material the size distribution is measured over a range of pressures (this is referred to as a pressure titration). Figure 5 shows the results of a pressure titration carried out on a milk powder sample using the standard venturi. In general a decrease in particle size is observed with increasing pressure. However, this decrease can be the result of two processes; firstly the dispersion of agglomerates within the sample and secondly breakage of the primary particles. It is thereforenecessary to determine the appropriate pressure at which to measure the sample to achieve dispersion but not to break the primary particles. Comparisons of the dry results over a range of pressures (using the standard venturi) compared to the dispersed wet result (after ultrasound) are shown in Figure 6. These results show that at low pressures (0.1bar and 0.5 bar are shown in this example) there are agglomerates still present in the results which indicates that full dispersion has not been achieved. At higher pressures, 3bar, the agreement between the wet and dry results is excellent, suggesting full dispersion has been achieved.
|
|
|
|
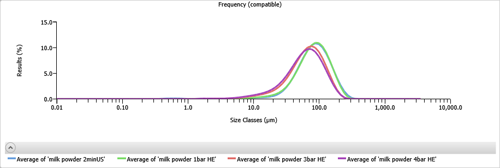
A pressure titration for the same milk powder sample has also been measured using the high energy venturi, Figure 7.
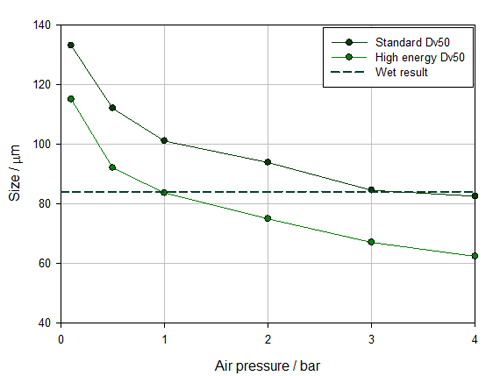
For a given pressure a smaller size is measured using the high energy venturi (compared to the standard) due to the additional dispersion by impaction. Again a comparison of the wet and dry results has been used to assess the state of dispersion and to determine at which pressure dispersion but not particle breakage has occurred. Figure 8 shows the comparison of dry results using the high energy venturi at 1bar, 3bar, and 4bar to the dispersed wet result. This shows excellent agreement between the wet and dry results at low pressure, 1bar. However, at higher pressures (3bar and 4 bar) the dry result is smaller than the wet result which indicates that the primary particles have been broken down at higher pressures. This example shows that both venturis, using different dispersion mechanisms, can disperse the milk powder sample (although at different pressures) the next step is to choose which venturi is the most appropriate for this sample. Figure 10 shows the pressure titrations (Dv50) on both venturis and the Dv50 of the dispersed wet result for comparison. This shows that comparable results are achieved at 1bar using the high energy venturi and at between 3bar and 4bar using the standard venturi. The range of pressures over which the wet and dry results agree can be used to determine which venturi is most appropriate. The decrease in size around 1bar is quite steep on the high energy venturi where as the relationship between size and pressure is more stable between 3bar and 4 bar on the standard venturi indicating a greater robustness in the results to pressure. Therefore for this relatively fragile material the standard venturi provides a much more robust result over a range of pressures.
|
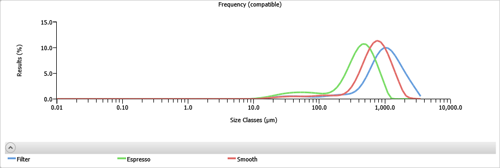
Dry measurements can be made on the Mastersizer 3000 from 0.1μm up to 3500μm. This extended dynamic range is an essential requirement for the analysis of coffee samples, where the particle size affects both the flavor and the speed of brewing. Figure 9 shows the particle size distribution of a three grades of coffee (filter, smooth and espresso) where the size distribution extends from 10μm up to 3500μm.
Dry dispersion also offers advantages for measuring large or polydisperse materials in terms of the mass of sample which can easily be measured. As the particle size increases so does the mass of sample required in order to get a representative sample of the bulk. In dry diffraction measurements a greater mass of sample can be measured as the sample is gradually fed through the measurement zone at the appropriate concentration. Hence to measure a larger mass of sample the measurement duration is simply increased.
At the other end of the dynamic range materials become much more difficult to disperse, as the inter-particle forces increase as the particle size gets smaller.
|
|
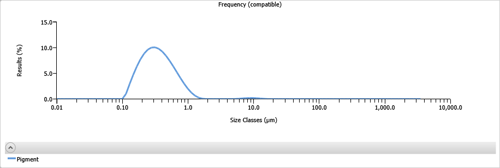
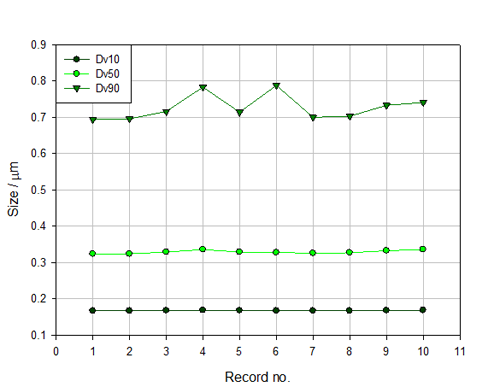
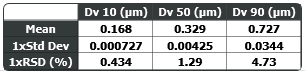
Figure 11 shows the particle size distribution of a pigment sample measured on the Aero S. As this sample is very cohesive it has been dispersed using the high energy venturi at 4bar. The reproducibility of the dispersion has been tested by measuring several sub samples of the same batch the results of which are shown in Figure 12. The results show the coefficient of variance over the 10 repeat measurements is within the ISO limits for repeatability [2], indicating reproducible dispersion for this very fine cohesive material.
The wide dynamic range of the Mastersizer 3000 and the modular design of the Aero S have opened up dry laser diffraction measurements to a much wider range of materials.
The range of sample trays and an adjustable height hopper allow the sample flow to be controlled for both free-flowing and cohesive materials.
Sample dispersion can then be optimized by the use of either the standard or high energy venturi, providing solutions for materials that are fragile or robust, free-flowing or cohesive.
|
|
[1] Investigating the Dispersion of Dry Powders. MRK1654-01
[2] ISO 13320:2009 Particle size analysis -- Laser diffraction methods