




Simulez des processus industriels à l'échelle d'un laboratoire pour le développement de produits, l'amélioration de la qualité et l'innovation de processus.
L'expertise en matière d'instrumentation et de contrôle garantit des résultats fiables et reproductibles dans des systèmes complexes.
Vous cherchez plus d’informations ?
Pour demander un devis, plus d’informations ou télécharger une brochure, sélectionnez une option ci-dessous.
L'amélioration de la compétitivité dans le secteur est fortement marquée par le développement de nouveaux produits dotés de fonctionnalités de haute qualité et présentant une valeur ajoutée élevée. Les installations pilotes continues et automatiques qui peuvent simuler les processus industriels au niveau du laboratoire à une échelle raisonnable sont essentielles pour rechercher de nouveaux produits, améliorer la qualité des existants, et développer de nouveaux processus.
Le degré élevé de complexité de ces systèmes, leur nombre élevé de variables de fonctionnement et leur interrelation nécessitent une étude exhaustive de l'instrumentation et du contrôle pour obtenir des résultats représentatifs et reproductibles.
PID fait partie de Micromeritics depuis 2018, intégrant ses technologies brevetées, telles que les installations pilotes, dans le portefeuille. En 2025, Micromeritics et PID ont rejoint Malvern Panalytical, apportant ces instruments exceptionnels pour les solutions de caractérisation des matériaux du groupe.

En raison du regain d'intérêt pour les méthodes innovantes de conversion des réserves de carburant existantes grâce à des technologies améliorées telles que la gazéification et la pyrolyse, PID Eng&Tech travaille en collaboration avec d'importants chercheurs dans le domaine des biocarburants afin de mettre au point l'installation pilote la plus polyvalente existant sur le marché. Sa polyvalence et son automatisation complète permettent de déterminer les conditions expérimentales optimales et de détecter d'éventuels problèmes opérationnels dans les réacteurs industriels de gazéification ou de pyrolyse.
Vous pouvez choisir de traiter jusqu'à 2 kg/h de solides pour les processus de gazéification et de pyrolyse, ou de traiter à plus petite échelle jusqu'à 200 g/h.

Système continu et sans fluctuation pour l'alimentation de solides tels que la biomasse, les plastiques, etc., de manière constante et reproductible.
Le réacteur est divisé en deux zones : la zone du réacteur et la zone de franc-bord. Température de fonctionnement homogène jusqu'à 650 – 850 °C pour la pyrolyse et la gazéification, respectivement. Four radiant (jusqu'à 1 000 °C) avec trois zones de chauffage pour améliorer le profil de température. Provision pour détermination de la vitesse de fluidisation.
Pompe haute précision (jusqu'à 25 ml/min) pour l'alimentation en liquide. Lignes de traçage thermique ou provision de refroidissement, selon les propriétés du liquide.
μGC est intégré à l'installation, ce qui permet l'analyse des échantillons de gaz en ligne et les calculs de l'équilibre massique.
Pour la combustion des contaminants restants du flux de gaz du produit.
Les flux gazeux (air, O2, vapeur, N2) sont préchauffés jusqu'à 400 °C. Une installation complète de production de vapeur est incluse.
Un système d'échangeur à tube avec coque en SS316, de plusieurs cuves et de filtres coalescents permet de refroidir les gaz chauds et d'obtenir du goudron et de bio-huile de manière efficace. Sur demande, mise en œuvre à température contrôlée pour obtenir de la bio-huile fractionnée.
Train d'échantillonnage modulaire basé sur des pièges froids où le goudron (composés organiques à haute masse moléculaire) est collecté à l'aide de solvants.
Pour la rétention des contaminants avant la ventilation du flux de gaz du produit.
Le flux de gaz de sortie peut être réintroduit dans l'installation pilote à la pression atmosphérique par l'intermédiaire d'un régulateur de débit massique thermique, ou il peut être comprimé pour être introduit dans d'autres équipements.
Deux cyclones chauffés sont connectés en série et un filtre haute température est utilisé pour éliminer les particules solides du flux de gaz, réduisant ainsi la teneur en cendres dans le produit final.
Recommandé pour la pyrolyse, le précipitateur électrostatique a été conçu pour la séparation d'huile à brumiser. Il permet la collecte de particules liquides qui ne peuvent pas être obtenues par condensation.
Remplissage solide sans affecter la pression de fonctionnement de l'installation pour augmenter le temps d'expérimentation.
Pour mesurer la quantité de gaz produite. Il inclut la correction de la température et de la pression.
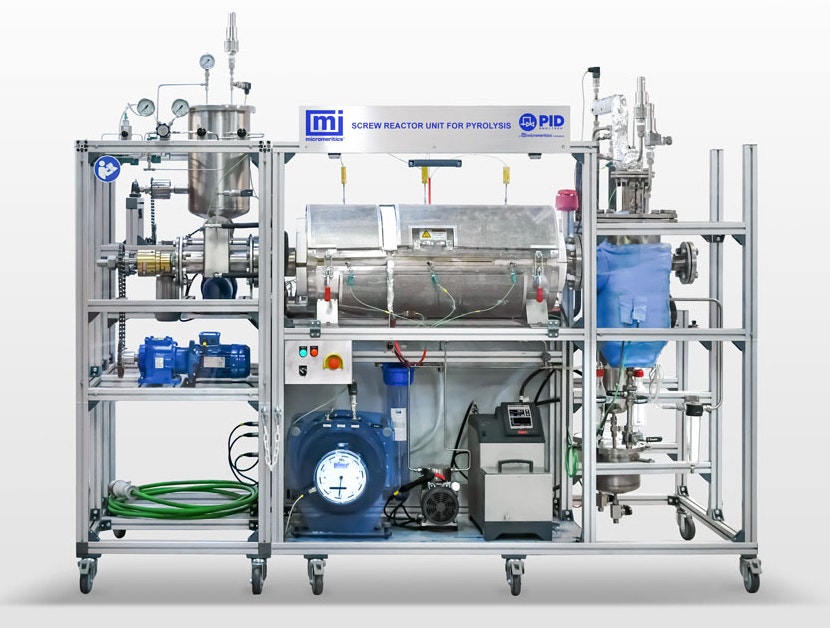
L'unité de réacteur à vis permet d'obtenir des solides à valeur ajoutée à partir des déchets en utilisant un processus de pyrolyse lent. Elle peut traiter différents types de matières premières dans une large gamme de conditions de température.
L'unité comprend un réacteur tubulaire horizontal à vis en SS310 logé dans un four multizone, qui permet le fonctionnement avec des rampes de température sur toute la longueur du réacteur. Le temps de séjour dans le réacteur peut être réglé entre quelques minutes et plusieurs heures.
Grâce à un système de vis de dosage indépendant, le débit d'alimentation peut être modifié indépendamment du temps de résidence. À la sortie du réacteur, le produit solide est collecté dans une cuve, tandis que le gaz obtenu quitte la cuve par le haut, où se trouve un élément filtrant pour empêcher le retrait des fines particules.
Enfin, les vapeurs sont condensées pour obtenir du liquide, et le gaz produit est mesuré dans un compteur de gaz par voie humide. Une pompe à vide est utilisée pour éviter les bouchons dans le réacteur et maintenir une pression constante dans le système.

L'unité de test de microactivité (MAT) est un réacteur de laboratoire entièrement automatique, contrôlé et informatisé destiné à l'analyse des craquages catalytiques en lit fluidisé (FCC), utilisant comme matière première des huiles de pétrole ou des sources renouvelables telles que la bio-huile.
Caractéristiques clés
Modes de fonctionnement polyvalents
Grâce à un excellent contrôle de la température de réaction et à l'utilisation d'un pousse seringue précis pour l'alimentation en gasoil, même pour un temps de réaction très court, cette unité effectue des réactions et des régénérations in situ et par étapes consécutives, y compris la quantification du coke.
Les quatre produits liquides obtenus sont collectés dans un réservoir refroidi jusqu'à la fin des expériences, tandis que les gaz peuvent être analysés en ligne dans un chromatographe en phase gazeuse.

Cette installation pilote automatique et informatisée est basée sur un réacteur à cuve agitée pour un fonctionnement en mode continu, par lots ou demi-lots. L'installation est certifiée haute pression conformément aux réglementations en vigueur et les clients peuvent concevoir leur propre installation pilote en utilisant autant d'options que nécessaire.

Unité calculée et entièrement automatisée basée sur un réacteur photocatalytique avec un ou deux orifices de visée, capable de fonctionner à haute pression et à haute température.

Notre équipe d'ingénierie est spécialisée dans la conception et la construction d'installations pilotes personnalisées.
Notre principal objectif est la satisfaction des clients, que nous atteignons en collaborant étroitement avec eux pour transformer les idées de processus en équipements de R&D.

Grâce à l'utilisation de composants modulaires préconçus, nous réduisons de manière significative deux facteurs de projet essentiels :
En outre, nous intégrons les dernières avancées en matière de technologie de contrôle des processus pour garantir une efficacité optimale.

| Options | Un échantillon de nos différentes installations pilotes à l'échelle d'un laboratoire :
|
|---|
| Titre | Version | Date | Télécharger |
|---|---|---|---|
| {{ row.title }} | {{ row.softwareVersion }} | {{ row.date }} | Télécharger |
Désolé, aucun manuel n’est disponible pour ce produit
| Titre | Version | Date | Télécharger |
|---|---|---|---|
| {{ row.title }} | {{ row.softwareVersion }} | {{ row.date }} | Télécharger |
Désolé, aucun téléchargement de logiciel n’est disponible pour ce produit

Personnalisez vos simulations de processus industriels pour des analyses complexes à l'échelle d'un laboratoire. Des résultats fiables et reproductibles, adaptés à vos besoins.