This application notes describes the benefits of resolving the mineralogical sinter composition to optimize sinter quality and operational efficiency.
Iron ore sinter is an important feedstock material for the steel industry. Due to increased quality requirements and the need to reduce energy consumption and CO2 emissions, the phase composition and chemistry of iron ore sinter requires faster and innovative analysis methods.
The fuel consumption per ton iron ore sinter is approximately 60 kg coke. A small fuel saving due to improved process control already represents a significant saving in energy and costs.
The fuel consumption per ton iron ore sinter is approximately 60 kg coke. A small fuel saving due to improved process control already represents a significant saving in energy and costs.
This application note describes the benefits of using XRD for monitoring process-relevant parameters during the iron sinter production and resolving the mineralogical composition to optimize sinter quality and operational efficiency.
Although FeO content and basicity in iron sinter are major factors in making iron and steel, there have been little attempts to calculate these parameters using XRD (which has several advantages over conventional analysis methods).
The analysis of the FeO content of 48 iron sinter samples was determined by XRD using two different techniques, PLSR (partial least squares regression) as well as the Rietveld method. Whereas PLSR predicts the FeO content directly from the XRD pattern, the results of the Rietveld method can be used to indirectly calculate the FeO content from the phase content. The results from both methods were compared with the FeO contents obtained by wet chemistry, Figure 1.
Figure 1. Comparison of reference values (wet chemistry) and the results from XRD-Rietveld and XRD- PLSR for the FeO content of 48 iron sinter samples
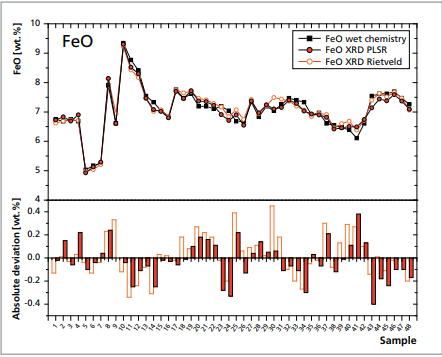
Wet chemistry, a standard method generally adopted in the iron-making industry, is accurate but time-consuming (several hours) and uses chemicals which might affect operators and the environment. For that reason a rapid, simple, yet accurate determination of the FeO content in iron sinter is essential for process monitoring. XRD is an efficient and non-polluting technique requiring only minimal sample preparation (grinding).
The match of the results in Figure 1 demonstrates that XRD can be used to determine not only the phase composition of iron sinter but also to analyze process parameters such as the FeO content. The information gained gives the possibility to monitor the sinter process more frequently and increase the efficiency by saving energy.
Figure 2. Sinter strand with burned iron sinter shortly before drop to the role crusher
PLSR is a popular data mining method with many diverse applications, for example in spectroscopic methods (NIR, FTIR, and NMR). As added in version 4.1 of HighScore, PLSR can be also used as a soft-modeling tool to discover hidden correlations and to predict process-relevant parameters directly from XRD raw scans.
PLSR was applied to determine the basicity and the total FeO content directly from the XRD raw data. Owing to the fact that PLSR is a statistical method, the number of reference samples is the most limiting factor for the development of a reliable and accurate calibration model.
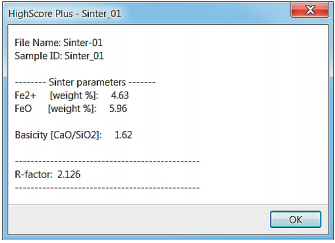
Input for the PLSR analysis were the measured XRD scans (range 10 to 88 ˚2θ) and results from chemistry. For testing the PLSR model duplicates of all 48 samples were prepared, measured and analyzed as unknowns. Figure 3 shows a comparison of the reference values of the basicity from all 48 samples with the results obtained with PLSR on the XRD raw data. Both parameters basicity and FeO were determined simultaneously and the results for all samples were reported automatically (Figure 4). The good fit between PLSR data and wet chemistry for the basicity of iron sinter underlines the big potential of PSLR in combination with XRD raw data.
Figure 3. Comparison of reference values (wet chemistry) and the results from XRD-PLSR for the basicity of 48 iron sinter samples
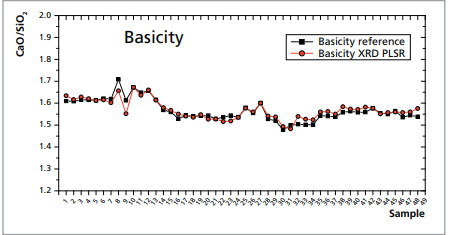
Figure 4. Example report screen showing the results of the individual analyses
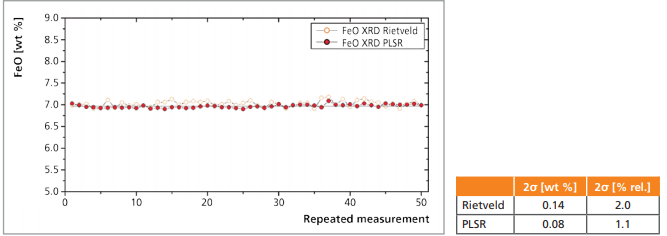
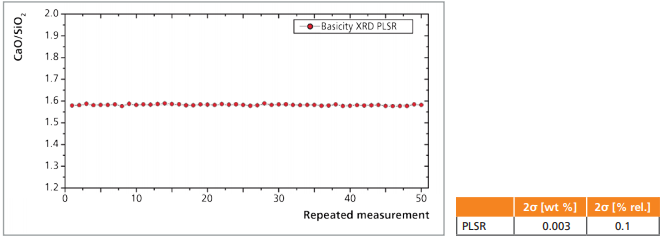
The repeatability of the XRD measurements and analyses was checked by measuring one sample 50 times. Figure 5 shows the repeated measurements as well as the respective deviations from the average and the calculated standard deviation (2σ). The results show only minor variations due to sample loading/measurement or data evaluation.
Figure 5. Repeatability of measurement and data evaluation for the analysis of FeO (Rietveld and PLSR analysis) and basicity (PLSR)
In addition to the calculations of the process parameters such as FeO and basicity, all crystalline phases present in the iron sinter can be identified and quantified.
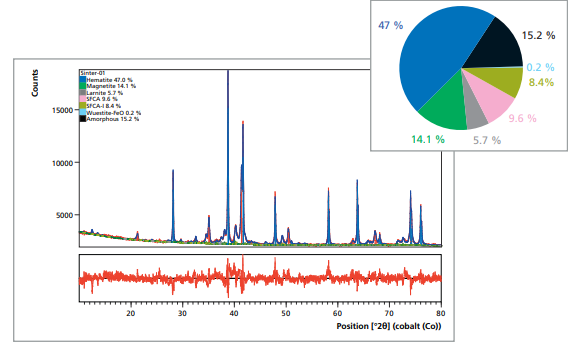
The main minerals present in iron sinter are hematite (Fe 3+O ), magnetite Figure 6 illustrates an example for a full pattern Rietveld refinement of one iron sinter sample in the measured range from 10 to 88 ˚2θ. Besides the crystalline phases the amorphous content was determined using the external standard approach, O’Connor et al. (1988). The sinter and the sintering conditions. The ratio of the iron-containing phases in the samples can be used to optimize the reducibility of the material. The SFCA phases and the larnite content are indicators for the sinter strength since the SFCA phases act as a glue in the sinter whereas larnite causes cracking (Fe 3+Fe2+O ), wuestite (Fe2+O), larnite of the material due to hydration and (Ca2SiO4), silico ferrites of calcium and aluminium (SFCA, occurring in different modifications, SFCA and SFCA-I) and a glass phase (amorphous).
Figure 6 illustrates an example for a full pattern Rietveld refinement of one iron sinter sample in the measured range from 10 to 88 ˚2θ. Besides the crystalline phases the amorphous content was determined using the external standard approach, O’Connor et al. (1988).
Advantage of the Rietveld analysis is the standardless and simultaneous quantification of all mineral phases. This valuable information can be used in addition to other process-relevant parameters to optimize the quality of the sinter and the sintering conditions. The ratio of the iron-containing phases in the samples can be used to optimize the reducibility of the material. The SFCA phases and the larnite content are indicators for the sinter strength since the SFCA phases act as a glue in the sinter whereas larnite causes cracking of the material due to hydration and volume increase. By monitoring these phases the reduced fines rate can be optimized and subsequently the efficiency improved and energy can be saved.
Figure 6. Example of a Rietveld quantification of one iron sinter sample. Measured scan, calculated pattern, difference plot and quantitative phase composition
Producing a target quality iron sinter requires accurate charging of the raw materials (ores, coal, additives, etc.). Fast and frequent analysis of such raw mixtures allows a continuous monitoring of the blending beds before the raw mixtures are sintered. Deviations from optimal process conditions can be detected early. Counter actions can be applied in time to correct the process conditions at an early stage.
The purpose of the analysis of the mineralogical composition of the raw mixture is to establish a raw mixture composition that achieves the assigned target values for coke addition, sinter basicity, FeO, Fetot, SiO2 and other process parameters.
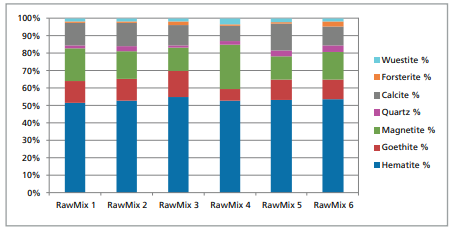
About 20 kg of sample material from 6 different blending beds were split, ground and pressed into 51 mm steel ring sample holders. Figure 7 shows the Rietveld quantification of one raw mixture. Main mineral present is hematite Fe2O3 besides reasonable amounts of the iron phases goethite FeOOH and magnetite Fe3O4. Calcite CaCO3 as additive can be quantified besides the impurities quartz SiO2, forsterite Mg2SiO4 and wuestite FeO. Figure 8 gives an overview of the different compositions of six samples, representing different blending beds. Differences in the amount of additives added in the iron ores can be clearly monitored.
Aim of this study was to prove the fast and accurate analysis of the mineralogy of raw mixtures that are fed into a sinter plant.
Figure 7. Quantification of an iron sinter raw mixture using the Rietveld method
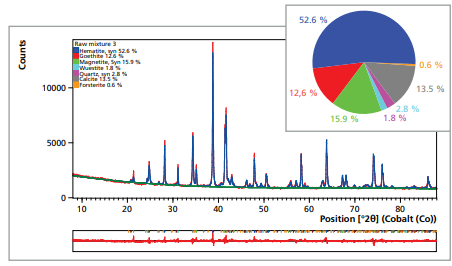
Figure 8. Comparison of the mineralogy of 6 different iron sinter raw mixtures
XRD analysis was performed on raw mixtures and iron sinter. The grain size of raw materials and iron sinter is far too large for direct analysis. Samples were, therefore, ground and pressed with an automated sample preparation machine into steel ring sample holders. Sample handling and preparation are critically important for reliable phase quantification. It is recommended that a standardized or automated sample preparation procedure is used.
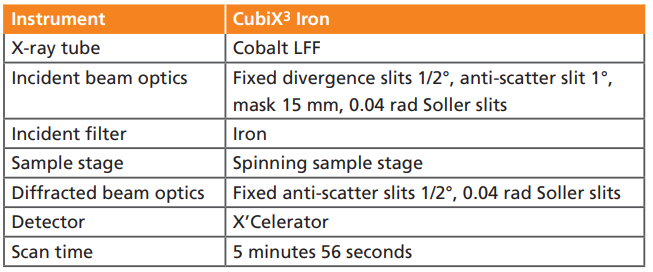
Configuration and measurement conditions
Rapid XRD analysis offers a fast and reliable method to determine the FeO content and basicity in iron sinter within minutes. A constant FeO content of iron sinter leads to higher productivity, maximum efficiency and constant quality of the iron sinter. Fuel consumption can be optimized and CO2 emission minimized. In addition to the calculation of the process-critical parameters XRD can be used to obtain information about the mineralogical phase composition. Raw mixtures can be monitored to guarantee a constant feed quality to the sinter plant. Crucial for the analysis of sinter and raw mixtures is a consistant sample preparation. This can be achieved by automated sample preparation equipment. The use of XRD with its modern optics, high-speed detectors and software provides rapid and accurate mineral analysis suitable for process control environments and can increase operational efficiency in an iron sinter plant.